


Nekontrolované vibrace způsobují při obrábění kovů četné problémy. Proměnlivé síly v obráběcím procesu způsobují vibrace a chvění nástroje, které snižují kvalitu povrchu dílu, rychle opotřebovávají nebo ničí řezné nástroje a poškozují komponenty obráběcích strojů. Trendy v konstrukci výrobků mohou být rovněž příčinou vibrací. Z důvodů zvýšení pevnosti a současného snížení nákladů na montáž obrábějí výrobci díly čím dál tím častěji z monolitických polotovarů.

Vytváření vnitřních tvarů vyžaduje, aby nástroje dosáhly do hlubokých dutin, přičemž delší vyložení nástrojů má za následek vznik vibrací. Snaha o minimalizaci vibrací omezením řezných parametrů však snižuje produktivitu a zvyšuje náklady na výrobu.
Mezi rozličnými přístupy k tlumení vibrací vedou pasivně-dynamické systémy, které za využití koncepce laděného hmotového tlumení absorbují vibrace ještě předtím, než proniknou dále do nástroje a naruší proces obrábění.
Vibrace jsou častým problémem
Nadměrné vibrace mají ničivý vliv ve všech průmyslových odvětvích. Opakující se provozní nebo vnější síly vytvářejí souhlasný pohyb, který může ve stroji, budově či mostu rezonovat a přerůst do nebezpečných rozměrů. Výrobci a stavitelé často k eliminaci vibrací využívají koncepci laděného hmotového tlumení. Laděný hmotový tlumič je součást sestavy stroje nebo konstrukce navržená k tomu, aby v protifázi rezonovala s nežádoucími vibracemi, absorbovala jejich energii a minimalizovala kmitavý pohyb.

Vibrace u obrábění kovů
Při obrábění kovů vznikají vibrace v důsledku proměnlivých sil, které se projevují při utváření třísek. Takové síly jsou patrné zejména u procesu frézování (přerušovaný záběr jednotlivých zubů) a také u soustružnických operací, kdy je držák nástrojů střídavě namáhán, jak se utvářejí a odlamují třísky.
Pasivní přístup k tlumení vibrací při obrábění kovů zahrnuje maximalizaci pevnosti prvků obráběcího systému. Aby se omezil nežádoucí pohyb, lze obráběcí stroj vyrobit z pevných konstrukčních prvků, zvětšit jej a ztížit a naplnit jej betonem či jiným materiálem absorbujícím vibrace. Z pohledu obrobků jsou na vibrace při obrábění náchylné díly s tenkými stěnami
a s nepodepřenými částmi. Aby se zlepšila jejich pevnost, lze do jisté míry změnit konstrukci dílů. Takové změny však mohou mít za následek vyšší hmotnost součásti, což může ohrozit její užitnou hodnotu.
V případě řezných nástrojů obnáší pasivní přístup k tlumení vibrací použití krátkých, pevných nástrojů a výměnu ocelových držáků nástrojů za držáky ze slinutého karbidu wolframu.
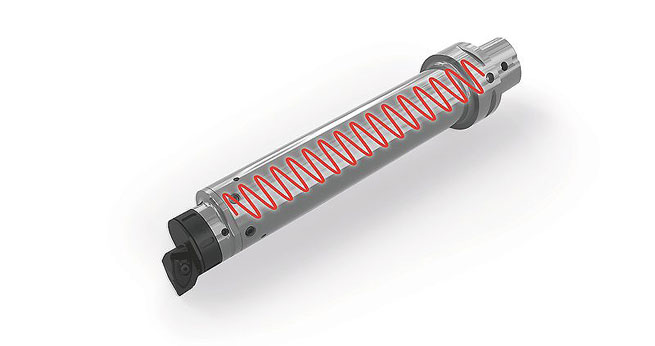
Pasivně-dynamický přístup k tlumení vibrací nástrojů znamená použití koncepce laděného hmotového tlumení. Systém Steadyline společnosti Seco obsahuje předem vyladěný tlumič vibrací, sestávající z tlumicí hmoty vyrobené z materiálu s vysokou hustotou (pro minimalizaci rozměrů), který je pomocí radiálních absorpčních prvků uložený uvnitř nástrojového držáku. Tlumič absorbuje vibrace vznikající na pracovní části nástroje a zamezí jejich přenosu do tělesa držáku.
Oproti konvenčním držákům umožňuje systém Steadyline provádět operace s dlouhým vyložením nejméně dvakrát tak rychle, přičemž současně zlepšuje povrchovou kvalitu dílu, prodlužuje životnost nástroje a snižuje míru namáhání obráběcího stroje. Díky technologii pasivně-dynamického tlumení vibrací lze provádět i náročné aplikace, jako je obrábění s vyložením až 10krát delším, než je průměr držáku, které by jinak nebylo možné realizovat ani při minimálních obráběcích parametrech.
Způsob činnosti pasivně-dynamického tlumení vibrací
Obrázky 1 a 2 znázorňují, jak pasivně-dynamický systém tlumení vibrací Steadyline funguje. U obrázku 1 jsou faktory související s vibracemi u konvenčního monolitního držáku nástrojů jeho hmotnost (M1), pevnost (K1) a vlastní tlumicí schopnost (K'1). Tyto faktory tvoří dohromady systém MKK'. Při obrábění způsobuje řezná síla Fe v držáku pohyb (vibrace).
Implementace systému Steadyline (obrázek 2) přidává faktory druhého systému MKK', a sice hmotnost M2, pevnost K12 a hustotu K'12. Systém MKK' S2 je navržený tak, aby měl stejnou přirozenou frekvenci jako původní systém MKK' a v protifázi rezonoval s nežádoucími vibracemi, čímž absorbuje jejich energii a tlumí kmitavý pohyb.
U systému Steadyline je hmota absorbující vibrace umístěna v přední části držáku, kde je potenciál pro vychýlení největší a tlumicí hmota může vibrace tlumit okamžitě, jakmile jsou od řezné hrany přeneseny do tělesa držáku. Systém Steadyline zahrnuje rovněž krátké, kompaktní nástrojové hlavy GL, u kterých je řezná hrana umístěna blízko od tlumicí hmoty, aby se maximalizoval efekt absorpce vibrací. Systém lze přizpůsobit širokému spektru aplikací a jeho použití je velmi výhodné u frézování (obvodového, frézování kapes a drážkování), soustružení a hrubého i jemného vyvrtávání.
Porovnání účinnosti
Dobrým příkladem efektivity systému Steadyline může být náročná operace v oceli 42CrMo4, kdy byl základní válcový otvor o průměru 105,8 mm obráběn na kuželový s průměrem 129 mm v pěti hrubovacích operacích o hloubce řezu 3 mm, která se snižovala na 0 mm. Při použití držáku o průměru 80 mm byla počáteční řezná délka 600 mm, což představovalo poměr délky k průměru o hodnotě 7,5. Hrubování bylo provedeno při posuvu 0,3 mm/ot. a řezné rychlosti 157 m/min. Dokončovací obrábění na finální průměr 130 mm se provádělo při hloubce řezu
0,5 mm, posuvu 0,2 mm/ot. a řezné rychlosti 200 m/min. Přestože nebylo možné kvůli velikosti obrobku využít plné rychlosti otáčení, byla při použití systému pasivně-dynamického tlumení vibrací Steadyline snížena doba obrábění z 12 hodin na 2 hodiny, což představuje úsporu více než 80 procent.
Pro demonstraci výhod systému Steadyline u bočního frézování byl použit držák frézy Combimaster bez pasivně-dynamického tlumení vibrací s řezným nástrojem o průměru 20 mm při řezné rychlosti 312 m/min a posuvu 0,3 mm/zub s hloubkou řezu 0,9 mm do oceli 1.1206 (CK50). Když byla při stejné řezné rychlosti a posuvu jako u držáku bez tlumení vibrací použita verze stejného nástroje využívající systém Steadyline, bylo možné zvýšit hloubku řezu na 2,2 mm (2,3násobné navýšení) bez výskytu jakýchkoli nežádoucích vibrací.
Závěr
Hlavními kandidáty na použití systému pasivně-dynamického tlumení vibrací jsou zákazníci
z oblasti výroby komponentů pro ropný a plynárenský průmysl, energetiku a letecký průmysl, jelikož všechna tato průmyslová odvětví běžně produkují velké, složité díly s tvary vyžadujícími použití nástrojů s velkým vyložením. Takovéto díly se navíc obvykle vyrábějí z vysokolegovaných slitin, které jsou obtížně obrobitelné, a proto při jejich zpracování vznikají síly, které mají za následek velké vibrace. Je však zjevné, že se téměř v každé výrobě objeví operace, u kterých může obrábění s využitím systému Steadyline rozšířit možnosti výroby, zvýšit produktivitu a snížit náklady.

Časopis T+T Technika a Trh

|

|
| Aktuální číslo | Předchozí číslo |







RSS Sitemap Trends Zásady ochrany osobních údajů Tvorba webových stránek Brno - Webservis © 2023. Všechna práva vyhrazena.