w w w . t e c h n i k a a t r h . c z
s hranou 4mm jsou určeny pro stopkové
frézy (se stopkou Weldon, MULTI-MAS-
TER nebo FLEXFIT) v rozsahu průměrů
16–20 mm. S 5 mm řeznou hranou pro
větší stopkové frézy v rozsahu průmě-
rů 25–52 mm a s řeznou hranou 8 mm
jsou nástrčné frézy v rozsahu průměrů
50–125 mm. Všechny zmíněné destičky
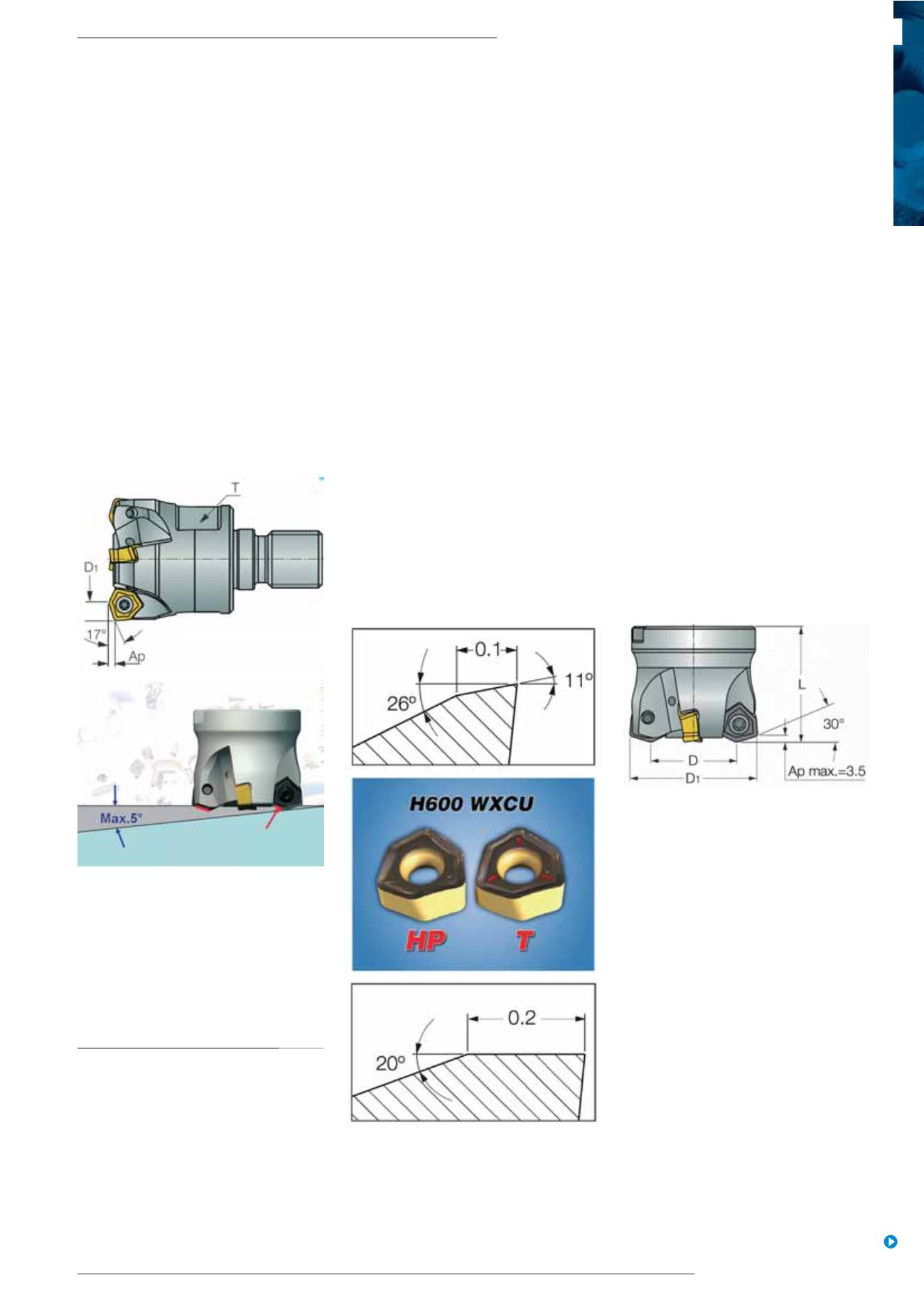
mají úhel nastavení hlavního břitu 17°.
V závislosti na průměru nástroje se pří-
mo úměrně mění hloubka záběru (ap)
v rozsahu od 0,8 do 2mm. Úhel zapouš-
tění má pak průběh nepřímo úměrný ve-
likosti nástroje a pohybuje se v rozsahu
od 5° do 1,3°. Pro ty, co považují úhel
zapouštění 5° za troufalý, menší detail-
nější vysvětlení další výhody konstrukce
těchto nástrojů. Při operaci příkrého za-
pouštění je zapojen s výhodou i vnitřní
břit TRIGON destičky a napomáhá k od-
běru materiálu nabíhajícího spodem do
prostoru pod čelem nástroje.
Jakosti karbidů SUMO TEC dodávají
destičkám požadované vlastnosti jako
je nižší řezný odpor, prostup tepla do
nástroje a vyšší životnost v řezu.
Vlastnosti jakostí
karbidů používaných
pro výrobu destiček H600:
d
IC 830
Vylepšený houževnatý sub-
strát s PVD TiAlN povlakem. Vhodný
pro frézování nerez ocelí, vysoko-
teplotních slitin a dalších legovaných
ocelí. Doporučuje se při přerušova-
ných řezech a těžkých podmínkách
frézování.
IC 810
Substrát s PVD TiAlN povla-
kem. První volba pro frézování modulár-
ní litiny při středních a vyšších řezných
rychlostech.
IC 808
Houževnatý submikronový sub-
strát s TiAlN PVD povlakem. Konstruo-
ván přímo pro obrábění žáruvzdorných
slitin, austenitických nerezí, tvrdých sli-
tinových a uhlíkových ocelí při středních
až vyšších řezných rychlostech. Snáší
přerušované řezy a nestabilní podmínky.
Vysoká odolnost vrubovému opotřebe-
ní a tvorbě nárůstků.
IC 5100
Houževnatý substrát s novým
MTCVD a TiCN/Al
2
O
3
povlakem. Dopo-
ručený pro frézování šedé litiny při vyš-
ších řezných rychlostech. Vyznačuje se
vysokou životností břitu.
Samotné uložení destiček v lůžku, kdy
je boční strana destičky opřena do šik-
mé plochy v tělese jakoby v rybinovitém
vedení, dává nástrojům předpoklad vyu-
žívání vyšších posuvů pro zajištění ma-
ximální efektivnosti procesu hrubování
(bežně 1,5 mm/zub).
Geometrie řezné hrany je rozdělena
do dvou základních typů. Varianta „T“ je
určena pro všeobecné použití na oceli
a litiny. Taková destička je opticky zvý-
razněna na čele v prolisu 3 červenými
pruhy. Geometrie tvaru HP je určena
pro obrábění nerez ocelí a žáruvzdor-
ných slitin.
Později, s rostoucí oblíbeností nástrojů,
byl přinesen na trh další vývojový stu-
peň těchto FF fréz. Pro umožnění využití
ještě větší hloubky záběru (až 3,5 mm)
se začaly dodávat nástroje s úhlem
nastavení hlavní ho břitu 30°. Frézy
mají označení MF FWX (MF = Moderate
Feed) a tato úprava se zprvu týkala jen
nástrojů s velikostí destiček 8 mm. Tedy
vlastně jen nástrčných fréz v rozsahu
průměrů 50–125 mm. Změna geomet-
rie a hloubky záběru má snižující vliv na
velikost posuvu a běžný posuv 1,5 mm
je třeba snížit na 1,0 mm na zub. V sou-
časné době jsou frézy s úhlem nastavení
30° dodávány ve všech typorozměrech
destiček a těles.
S ohledem na nejpoužívanější velikost
frézovací ho tělesa (průměr 50 mm)
přistoupil výrobce k dalšímu kroku vý-
roby typorozměru destiček. Ve snaze
vyrábět variantu těles s větší husto-
tou zubů přišly na svět destičky H600
WXCU 070515… s řeznou hranou 7mm.
S menší destičkou mohlo dojít ke zvýše-
ní počtu zubů a tím je dána uživatelům
výhoda většího výsledného minutového
posuvu. To přináší zase o něco větší vý-
konnost operací hrubování. Pro účely
obrábění vysoce tvrdých materiálů jako
je HARDOX byly vyvinuty destičky s ge-
ometrií RM (H600 WXCU 080616RM).
Lze je montovat do všech těles typu FF/
MF standard FWX…-08.
Poslední konstrukčně designovou úpra-
vou těchto řádkovacích fréz jsou stop-
kové frézy H690 EWN a nástrčné frézy
H690 FWN osazované destičkami H690
WNMU 0705…Změna označení H600
na H690 napovídá, že se sice stále jedná
o variantu se šesti břity ale v úhlu boč-
ního nastavení břitu je změna na 90°.
Tedy s možností bočních úběrů. V tomto
provedení nástroje tedy můžeme pro-
vádět: rovinné frézování, zapouštění,
plunžování a boční úběry s hloubkou
záběru až 7 mm.
Tělesa stopkových fréz H690 EWN
se vyrábějí v rozsahu průměrů 32 až
40 mm a nástrčné H690 FWN… v rozsa-
hu 50 až 125 mm v provedení standard
a hustozubém. Destičky H690 WNMU
0705PNR-MM jsou určeny pro pravořez-
né frézy a obrábění ocelí. H690 WNMU
0705-PNTR (s fazetkou) pro všeobecné
použití na oceli a litiny. H690 WNMU
0705PNN-MM jsou neutrální destičky
obrábìní a strojírenství
I
svaøování
I
nástroje
I
náøadí
15
pokračování
Těleso FF EWX D25-3-M12-05
Funkce vnitřního břitu při operaci zapouštění
Geometrie destiček H600 WXCU


