hrany a zvýšené tření vytváří větší teplo, kte-
ré způsobuje rychlé opotřebení nástroje.
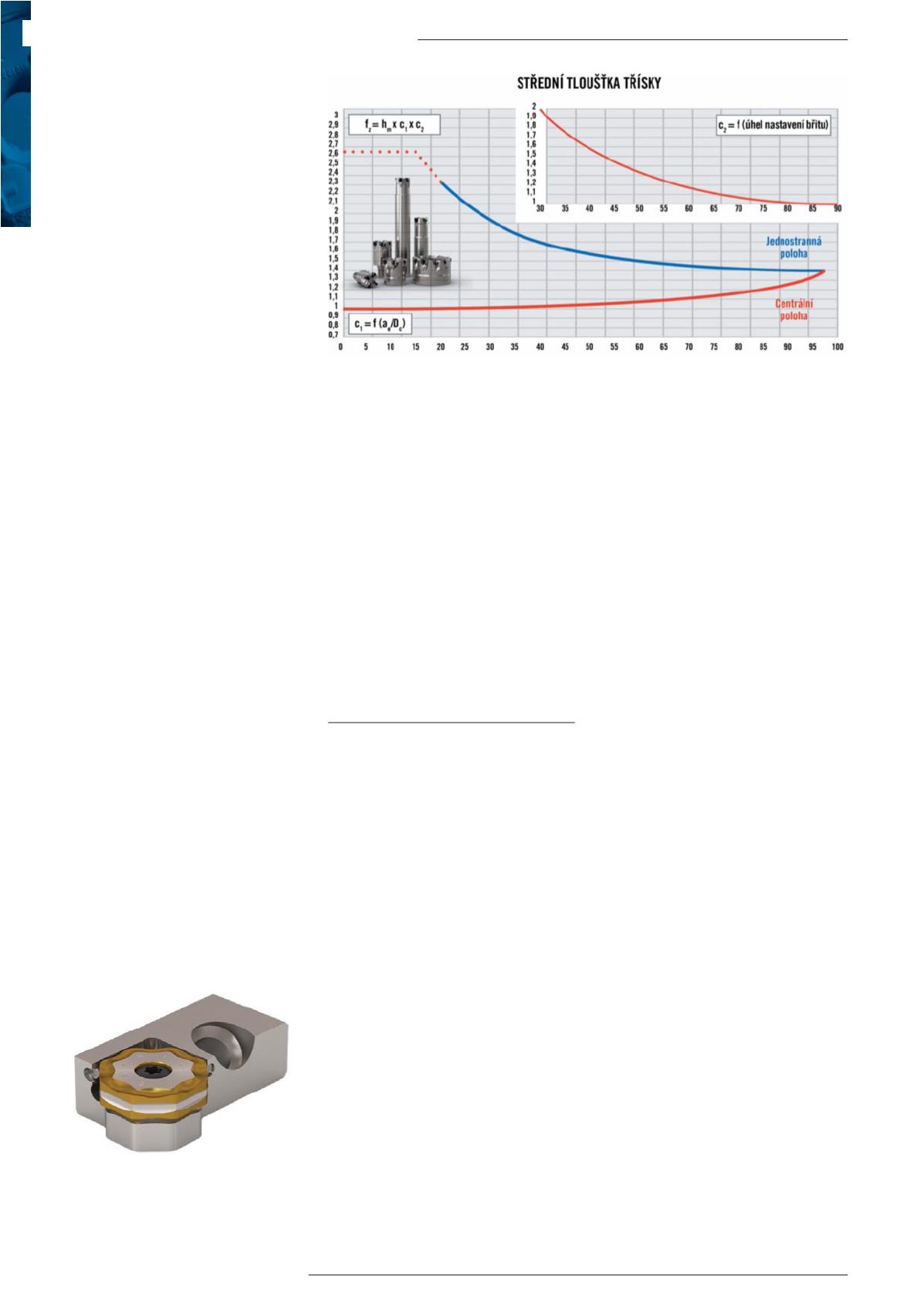
Tloušťka třísky se měří ve směru kolmém
k efektivní řezné hraně. Jak bylo uvedeno
výše, tloušťka třísky vytvářené při frézování
se mění podél dráhy řezné hrany v obrob-
ku. Pro účely programování zavedli doda-
vatelé nástrojů koncept „střední tloušťky
třísky.” Střední tloušťka je průměrná hodno-
ta vypočtená z největší a nejmenší tloušťky
třísky. Výrobci nástrojů udávají hodnoty
střední tloušťky třísky pro specifické geo-
metrie nástroje, při kterých je dosahováno
nejvyšší produktivity a životnosti nástroje.
Obráběči tato data používají pro určení
takového posuvu, který zajistí dodržení
doporučené střední tloušťky třísky. Fakto-
ry, které určují správný posuv, jsou radiální
záběr frézy, její průměr, poloha a úhel na-
stavení hlavního ostří. Radiální záběr je de-
finován jako poměr radiální hloubky řezu
(ae) a průměru frézy (Dc). Čím větší je ra-
diální záběr frézy, tím menší bude posuv
potřebný pro vytváření požadované tloušť-
ky třísky. Stejně tak musí být pro dosažení
stejné tloušťky třísky při menším záběru
frézy posuv vyšší. Posuv také ovlivňuje
úhel nastavení hlavního ostří. Maximální
tloušťka třísky vzniká při úhlu 90 stupňů;
menší úhly tedy vyžadují vyšší posuv, aby
bylo dosaženo stejné tloušťky třísky.
Ostré řezné hrany vytvářejí menší řezné
síly, jsou ale křehčí než honované nebo
zkosené hrany. Mechanické namáhání
řezné hrany je nutné omezit, aby nedo-
cházelo k vylamování a praskání, proto se
při použití ostrých řezných hran doporu-
čuje používat menší střední tloušťky třísky.
V tomto případě určuje použitá geomet-
rie řezné hrany správnou střední tloušťku
třísky a obráceně.
Obráběči mohou tyto principy a metody
využít při základních druzích frézování
pro ovlivnění proměnlivého zatížení fréz.
Vzhledem k tomu, že jsou obráběné sou-
části stále tvarově složitější – dokonce i na
úrovni jednoduchého frézování do rohů -
jsou manuální změny posuvu pro udržení
doporučené střední tloušťky třísky praktic-
ky neproveditelné. Pro tyto a další případy,
včetně komplexního 5osého frézování, na-
bízejí vývojáři softwaru CAM a moderních
CNC systémů nové techniky obrábění, na-
příklad trochoidní frézování a metodu peel-
milling pro obrábění koutů a programy pro
udržení konstantního záběru nástroje, jaký-
mi jsou Dynamic Milling, Volumill nebo
Adaptive Clearing. Tento pokrok v oblasti
softwaru a řízení strojů představuje moder-
ní evoluci základních technik řízení vstupu
a výstupu nástroje a tloušťky třísky, které
slouží pro řízení vlivů proměnlivého zatíže-
ní řezných nástrojů.
Tloušťka třísky
d
Výrobci využívají frézky a frézovací ná-
stroje již více než století a produkují ne-
sčíslné množství vysoce kvalitních součás-
tí. V průběhu této doby se základní proces
frézování ve smyslu použití rotačního ná-
stroje pro obrábění obrobku nezměnil.
A stejná zůstává také povaha proměnlivé-
ho zatížení během řezného procesu.
Frézky a frézy se vyvinuly v neuvěřitel-
ném rozsahu, avšak v mnoha případech
nejsou využívány všechny výhody tohoto
technického pokroku. Pochopení unikát-
ní interakce obrobku a nástroje během
frézování a zmírnění střídavého namáhá-
ní vznikajícího při procesu umožní vý-
robcům dosáhnout současně tří cílů: ma-
ximální produktivity, kvality a životnosti
nástroje.
Společnost Seco Tools sídlí ve švéd-
ském městě Fagersta a po celém světě je
známá pro svá inovativní řešení pro obrá-
bění kovů. Prosazujeme úzkou spoluprá-
ci s našimi zákazníky; je totiž důležité po-
chopit, co potřebují, abychom mohli
jejich potřebám patřičně vyhovět. Za-
městnáváme více než 5 000 lidí v 50 ze-
mích světa. Prostřednictvím školení a pro-
gramů pro oceňování zaměstnanců je
vzděláváme a podněcujeme jejich pra-
covní nasazení. K tomu napomáhá i otev-
řené a přátelské pracovní prostředí. Naši
zaměstnanci se řídí třemi zásadami, které
zároveň definují náš přístup k práci, ke
kolegům a stejně tak i k našim zákazní-
kům, dodavatelům a partnerům – odda-
ností zákazníkovi, přátelskou atmosférou
a osobním zaujetím pro práci.
p
T + T
T e c h n i k a a t r h
7 - 8 / 2 0 1 5
obrábění a strojírenství
l
svařování
l
nářadí
l
stroje
28
Seco nedávno rozšířila svou řadu čelních
fréz a představila nové kazetové řešení čel-
ní frézy Double Octomill™. S využitím po-
kročilé konstrukce Seco pro ustavení de-
stičky v lůžku pomocí polohovacích kolíků
z rychlořezné oceli zajišťují nové kazety ry-
chlé, snadné a přesné polohování břitových
destiček. Kazetová lůžka jsou navíc nastavi-
telná a prakticky tak eliminují osové házení.
Kazetová fréza Double Octomill™ využí-
vá patentovanou konstrukci lůžka, která
umožňuje nastavitelnost kazety v ose Z
nebo v axiálním směru. Destičky lze do ka-
zet založit a zajistit odděleně, a poté tepr-
ve kazety namontovat do tělesa frézy. Kaž-
dá jednotlivá kazeta se následně nastaví
tak, aby všechny břity řezaly ve stejné rovi-
ně. Toto přesné polohování destiček
umožňuje použít vyšší posuv frézy a zajiš-
ťuje nejlepší možnou kvalitu obrobeného
povrchu a nejdelší životnost nástroje. Ka-
zety jsou zkombinovány s novými tělesy
fréz s malou roztečí a jsou osazeny nákla-
dově efektivními destičkami Double Octo-
mill™. Destičky jsou oboustranné a díky cel-
kovému počtu 16 řezných hran zaručují
současně ekonomické využití i vysoký vý-
kon. V současnosti jsou kazetové frézy
Double Octomill™ k dispozici ve standard-
ních provedeních v průměrech od 125 mm
do 315 mm a na zakázku až do 500 mm. Je-
likož jsou kazety modulární a vyměnitelné,
je možné je při poškození snadno a rychle
nahradit, čímž odpadají náklady na výměnu
celého tělesa řezného nástroje.
p
Kazetová fréza Double Octomill
™


