na břitu nástroje může způsobovat vyla-
mování hrany a zvyšovat namáhání. Může
být poškozován také povrch obrobku,
protože třísky dopadají před nástroj a mo-
hou se znovu dostávat do řezu.
Velká tloušťka třísky na vstupu do ob-
robku při sousledném frézování vystavu-
je nástroj značnému mechanickému na-
máhání, pro většinu řezných materiálů
to však nepředstavuje velký problém.
Moderní nástrojové materiály, včetně
karbidů, keramiky a rychlořezné oceli,
jsou vyrobeny metodou práškové meta-
lurgie a mají dobrou pevnost v tlaku.
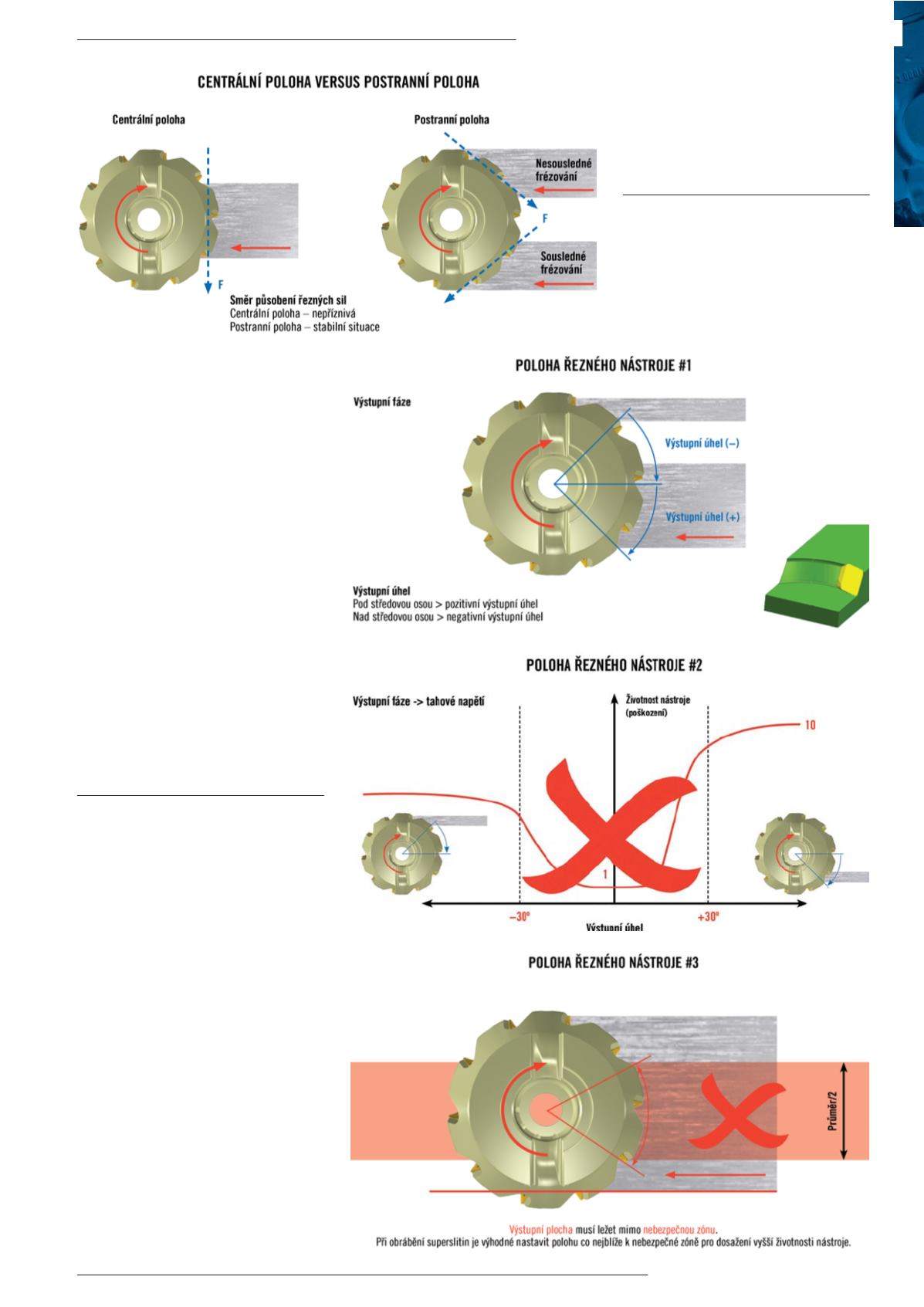
Při rozhodování o poloze řezného ná-
stroje a technice vstupu by obráběči
měli vzít v úvahu, že je vždy výhodnější
umístění řezného nástroje na stranu od
osy obrobku. V centrální poloze působí
síly vznikající při sousledném i nesou-
sledném frézování a jejich společné pů-
sobení může vyvolávat nestabilitu a vib-
race.
Techniky výstupu
d
Způsob, jakým řezná hrana vystupuje
z obrobku, je stejně důležitý, jako vstup.
Výsledky experimentů potvrzují jasný
vztah mezi polohou řezného nástroje na
výstupu a životností řezné hrany. Pokud
je výstup příliš náhlý nebo nerovnoměr-
ný, řezná hrana se bude vylamovat nebo
praskat. Naopak, pozornost věnovaná
výstupu nástroje může životnost nástroje
prodloužit až desetinásobně. Kritickou
hodnotou je výstupní úhel, definovaný
jako úhel mezi radiální osou řezného ná-
stroje ve směru posuvu a výstupním bo-
dem řezné hrany. Výstupní úhel může
být záporný (nad radiální osou řezného
nástroje) nebo kladný (pod radiální
osou). Poškození hrany nástroje je více
patrné u výstupních úhlů přibližně mezi
mínus 30 stupni a plus 30 stupni (viz ob-
rázek vpravo dole). Šířka obrobku daná
součtem těchto úhlů je přibližně polovi-
nou průměru frézy.
Dalším způsobem, jak zmírnit proměnli-
vé namáhání řezných hran frézy, je maxi-
mální zvýšení počtu břitů v záběru. Při
použití menšího průměru frézy, malých
zubových roztečí a větší radiální hloubky
řezu se do záběru dostává větší počet
zubů a rozložení řezných sil je rovno-
měrnější.
Tloušťka třísky
Tloušťka třísky vznikající při frézování má
značný vliv na řezné síly, řeznou teplotu,
životnost nástroje, utváření třísky a její od-
vod. Pokud je tříska příliš silná, vzniká vel-
ké namáhání, které způsobuje vylamování
nebo praskání řezných hran. Je-li tříska pří-
liš tenká, probíhá řez na menší ploše řezné
w w w . t e c h n i k a a t r h . c z
obrábění a strojírenství
l
svařování
l
nářadí
l
stroje
27
pokračování
a


