T+T
T e c h n i k a a t r h
7–8 / 2015
Produktivní obrábění nástroji řady IQ a dy-
namometrické měření vlivu řezných para-
metrů na řezný odpor v praxi byla témata ne-
dávného semináře, který na VŠB v Ostravě
pořádala firma Iscar za partnerské podpory
firmy Blaser Swisslube. Součástí semináře
byly také prezentace zúčastněných firem.
Jiří Polách, obchodní zástupce firmy ISCAR,
seznámil účastníky s novým vyhledáváním
v elektronickém katalogu, jehož výhodou
je aktuálnost, nástrojový rádce a kalku-
lačka výkonu stroje dle zadaných kritérií.
Dipl. Ing. Jiří Spurný představil společnost
Blaser a její produkty promazání a chlazení.
Kvality produktů IQLINE a novinkyHELIDO
TRIGON LINE vyzdvihl ve své přednášce
o frézování Ing. Petr Stelzer, obchodní zá-
stupce INGERSOLL. Novinkámpro obrábě-
ní otvorů se věnoval Václav Novosad, před-
stavil posluchačům vrtáky SUMOCHAM,
nástroje s vyměnitelným břitem COMBI-
CHAM a novou řadu DOVE IQ DRILL.
Praktické ukázky obrábění
d
Díky možnostem VŠB Technické univerzi-
ty v Ostravě měl seminář i velmi přitažli-
vou praktickou část. Jednotlivé praktické
ukázky si daly za cíl změřit a ukázat dílčí
složky řezných sil při axiálním vnějším
soustružení v závislosti na změně řezných
podmínek. K ukázkám a vyhodnocení
tohoto zatížení bylo využito dynamomet-
rické zařízení firmy Kistler – majetek VŠB
– TU, instalovaném na stroji DMG MORI
NLX 2500/700.
Porovnávány byly také nové typy utva-
řečů soustružnických destiček Iscar s při-
hlédnutím k utváření třísky. Všechny po-
užité břitové destičky měly zaoblení rohu
R0,8. Obráběl se materiál ČSN 12050.
Sledované veličiny v závislosti na
upnutí měřicího zařízení:
d
Fx[N] – radiální (pasivní) složka síly,
působí kolmo na osu obrobku
a způsobuje průhyb obrobku
Fy[N] – tangenciální (řezná) složka
síly ovlivňuje výkon elektromotoru,
působí v Y-ose a má největší vliv na
opotřebení břitu
Fz[N] – axiální (posuvová) složka síly
tlačí proti vřetenu v Z-ose
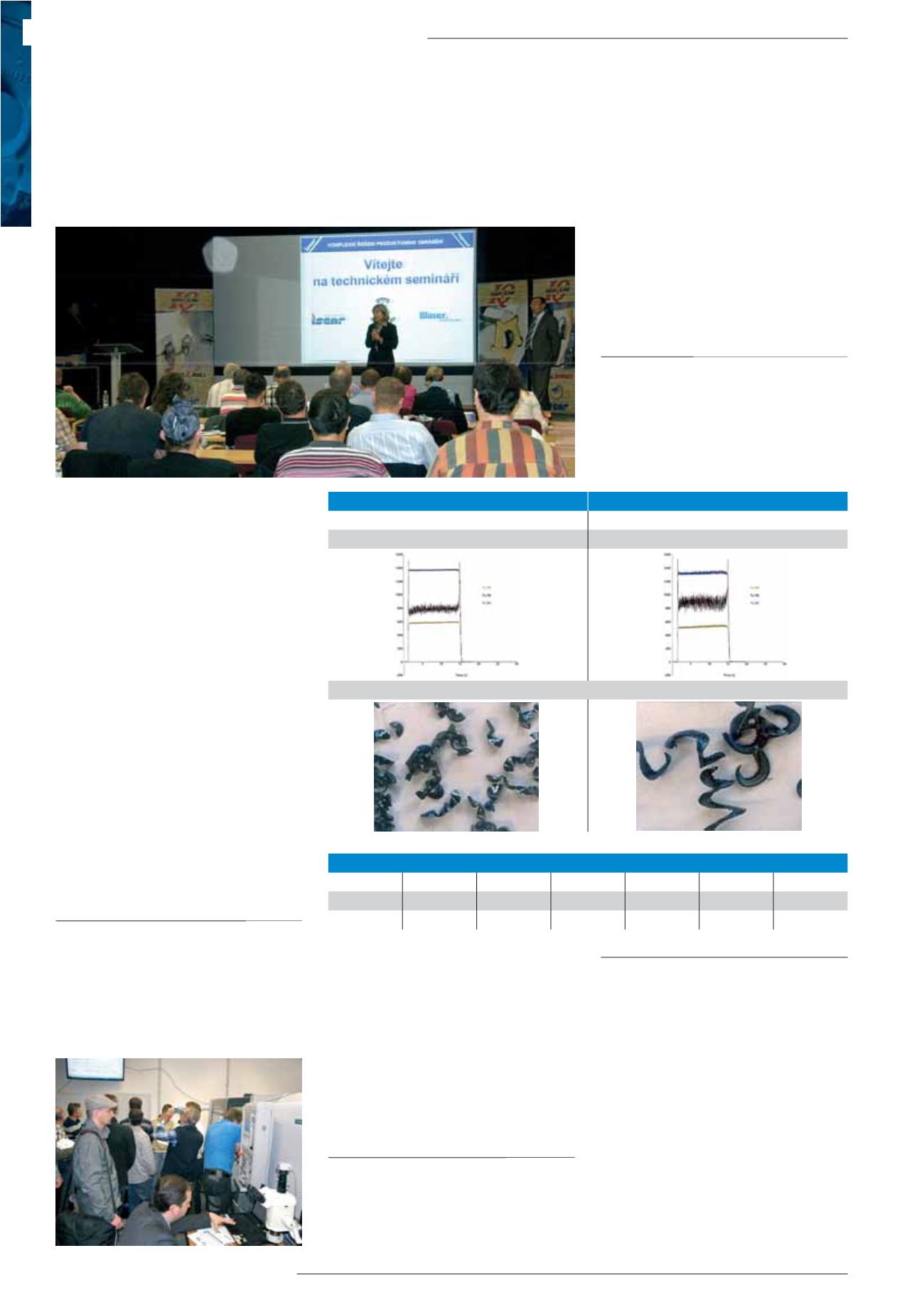
Dva konkrétní testy a jejich
vyhodnocení
d
Není v možnostech tohoto krátkého člán-
ku věnovat se podrobně všem proběhlým
testům, jako jeden příklad zde ukážeme
srovnání působících sil při použití dvou
různých utvařečů za stejných podmínek
v
c
; F; ap. V rámci celého semináře se jed-
nalo o testy číslo 9 a 10.
Zhodnocení testů
d
Test č. 9: Tento hrubovací utvařeč R3P
vykazuje při stejných podmínkách vyšší
hodnoty Fx a Fz oproti utvařeči M4PW.
Průměrná síla Fy je ale nižší. Rozkmit této
složky je v užším pásmu. To znamená, že
bude mít dobrý vliv na životnost VBD.
Test č. 10: Tento utvařeč M4PW s hladicí
geometrií vykazuje oproti R3P nižší pa-
sivní složku síly Fx (průhyb materiálu je
menší). U posuvové složky Fz je také vidět
nižší zatížení vřetene. Řezná složka síly Fy
naopak vykazuje o něco málo vyšší hod-
notu. Rozkmit pásma kmitu je širší.
p
32
obrábìní a strojírenství
I
svaøování
I
nástroje
I
náøadí
ISCAR seminář
na
VŠB Technické univerzitě Ostrava
Tabulka použitých řezných parametrů a průměrných hodnot řezných sil
Test č.
v
c
=[m/min]
F=[mm/ot]
ap=[mm]
Fx [N]
Fy [N]
Fz [N]
9
250
0,5
2
564
682
1 347
10
250
0,5
2
490
724
1 281
Test č. 9
Test č. 10
CNMG 120408-R3P
CNMM120408-M4PW
v
c
=250 m/min; F=0,5 mm/ot; ap=2 mm
v
c
=250 m/min; F=0,5 mm/ot; ap=2 mm
Příklady tvorby třísek při těchto testech:


