Z těchto důvodů je zásadní věnovat zvý-
šenou pozornost výběru brusiva. Brusivo
používané pro broušení vnějších průměrů
na kulato nebo broušení na plocho je
zpravidla na stejném obrobku pro brouše-
ní otvorů nedostačující. Pro jednoduchý
základní výběr jsme pro vás připravili
stručné doporučení pěti druhů otvorové-
ho brusiva podle použití.
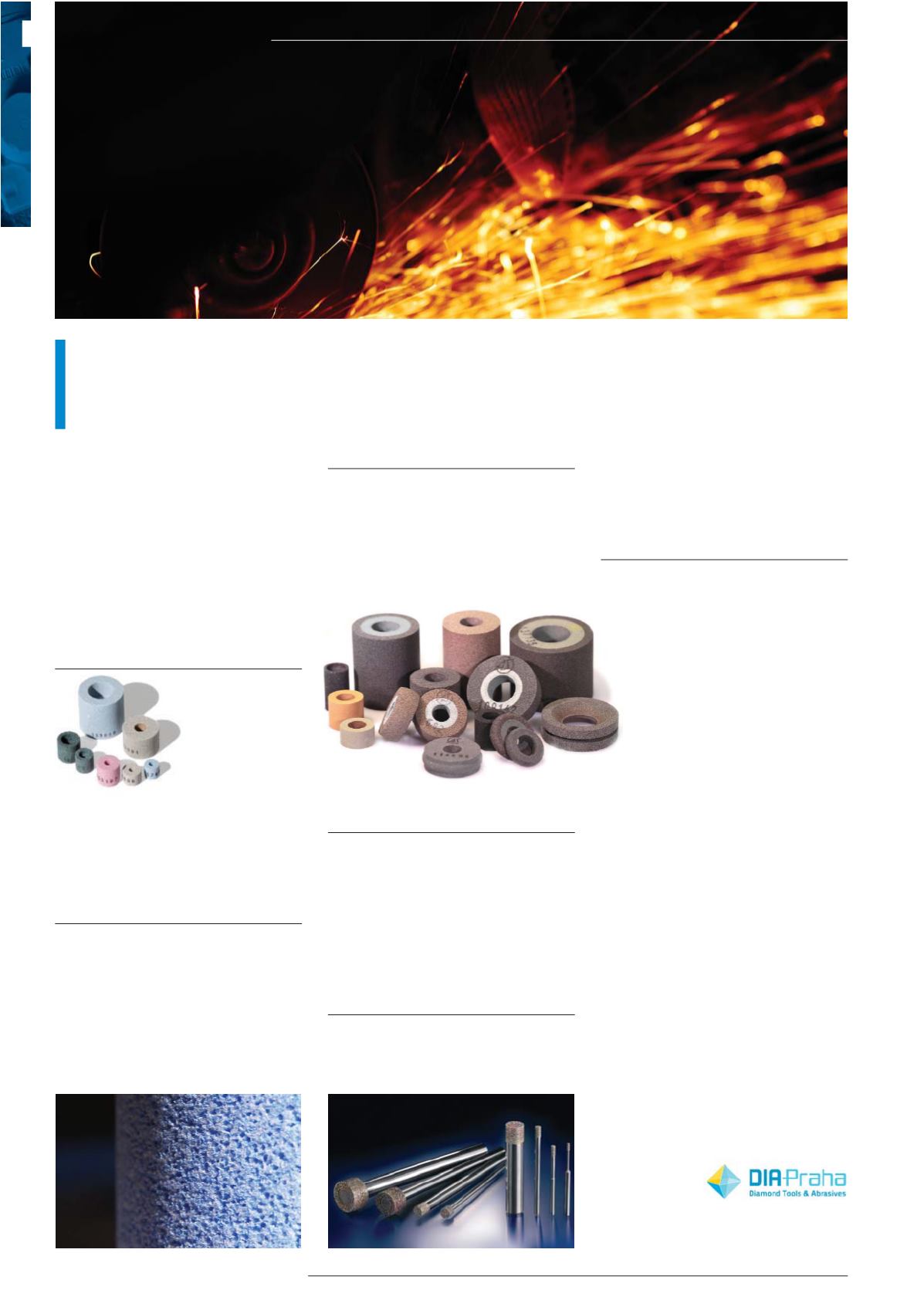
1. Klasické korundové
a SiC brusivo
Použití pro běžné
broušení ocelí na
bruskách na kula-
to, na plocho. Pro
broušení otvorů
ho lze doporučit
jen pro méně ná-
ročné operace. Vyrábí se z ušlechtilého
korundu nebo SIC v keramickém pojivu.
Orovnává se libovolným diamantovým
orovnávačem po každém kuse. SiC brusi-
vo zvyšuje opotřebení orovnávačů.
2. Sinterkorundové brusivo
d
Použití pro náročné a produktivní broušení
otvorů zušlechtěných ocelí (do 60 HRC).
Mikrokrystalický sintrovaný korund v ke-
ramické vazbě má unikátní samoostřící
vlastnosti pro dosažení vysokého výkonu.
Orovnává se rotačním orovnávačem ne-
bo MKD destičkou, případně kvalitním
monokrystalickým diamantem, většinou
po každém kuse.
3. CBN brusivo v keramické vazbě
d
Použití pro nejproduktivnější broušení
otvorů kalených ocelí (50–65 HRC) pře-
devším ve velkosériové výrobě na CNC
bruskách. Časté je i použití v nástrojár-
nách. Orovnává se rotačním orovnáva-
čem nebo MKD orovnávací destičkou řá-
dově po desítkách až stovkách kusů.
4. CBN brusivo
v galvanické niklové vazbě
d
Použití pro broušení malých otvorů zu-
šlechtěných ocelí (50–65 HRC) v malosé-
riové a kusové výrobě. Ideální pro použití
v nástrojárnách. Pevnost zaručuje zu-
šlechtěná ocelová nebo tvrdokovová
stopka. Neorovnávají se, proto vyžadují
přesné upnutí s házivostí do 0,01 mm.
5. Diamantové brusivo
v galvanické niklové vazbě
d
Použití pro broušení malých otvorů tvrdo-
kovů a keramiky v malosériové a kusové
výrobě. Ideální pro použití v nástrojárnách.
Pevnost zaručuje zušlechtěná ocelová
nebo tvrdokovová stopka. Neorovnávají
se, proto vyžadují přesné upnutí s házi-
vostí do 0,01 mm.
Na závěr několik doporučení pro
přesné broušení otvorů:
• průměr kotouče volte asi 80 %
průměru otvoru,
• otvory od průměru 0,6 mm
do průměru 10 mm brousit tělísky
v galvanické vazbě 1A1W
na stopce z TK,
• otvory od průměru 6 mm
do průměru 50 mm brousit CBN
kotoučky v keramické vazbě A8,
1A1,
• otvory od průměru 20 mm
brousit sinterkorundovými
kotoučky v keramické vazbě,
• brousicí nástavec volte co nejkratší
délku a co největší průměr,
• brousicí nástavec pro dlouhé otvory
použijte z Denzimetu pro malé
průměry z tvrdokovu,
• nutné intenzivní chlazení (tryska míří
do mezery mezi kotouč a obrobek),
• pro slepé otvory použijte vnitřní
chlazení,
• v otvorovém brusivu v keramických
vazbách pro sériovou výrobu je
špičkou německý výrobce SCHMEIER,
• v otvorovém brusivu v galvanických
niklových vazbách vyzkoušejte dostup-
né skladové produkty HESON.
Pro více informací se obraťte na techniky
DIA-Praha, nebo navštivte eshop
p
Jan Čeřovský
DIA-Praha s.r.o.
obrábění l tváření l svařování
20
Broušení otvorů patří k nejnáročnějším operacím z těchto důvodů:
• malý průměr kotouče při vysokých otáčkách = kotouč se rychle otupí a zanese,
• dlouhý a tenký brousící nástavec = upnutí kotouče není tuhé, snadno dochází ke chvění,
• málo prostoru pro chlazení a výplach kotouče = přehřívání a zanesení kotouče
.
Výběr brusiva pro
broušení otvorů
T+T
T e c h n i k a a t r h
5 / 2 0 1 6


