w w w . t e c h n i k a a t r h . c z
Princip laserového svařování
d
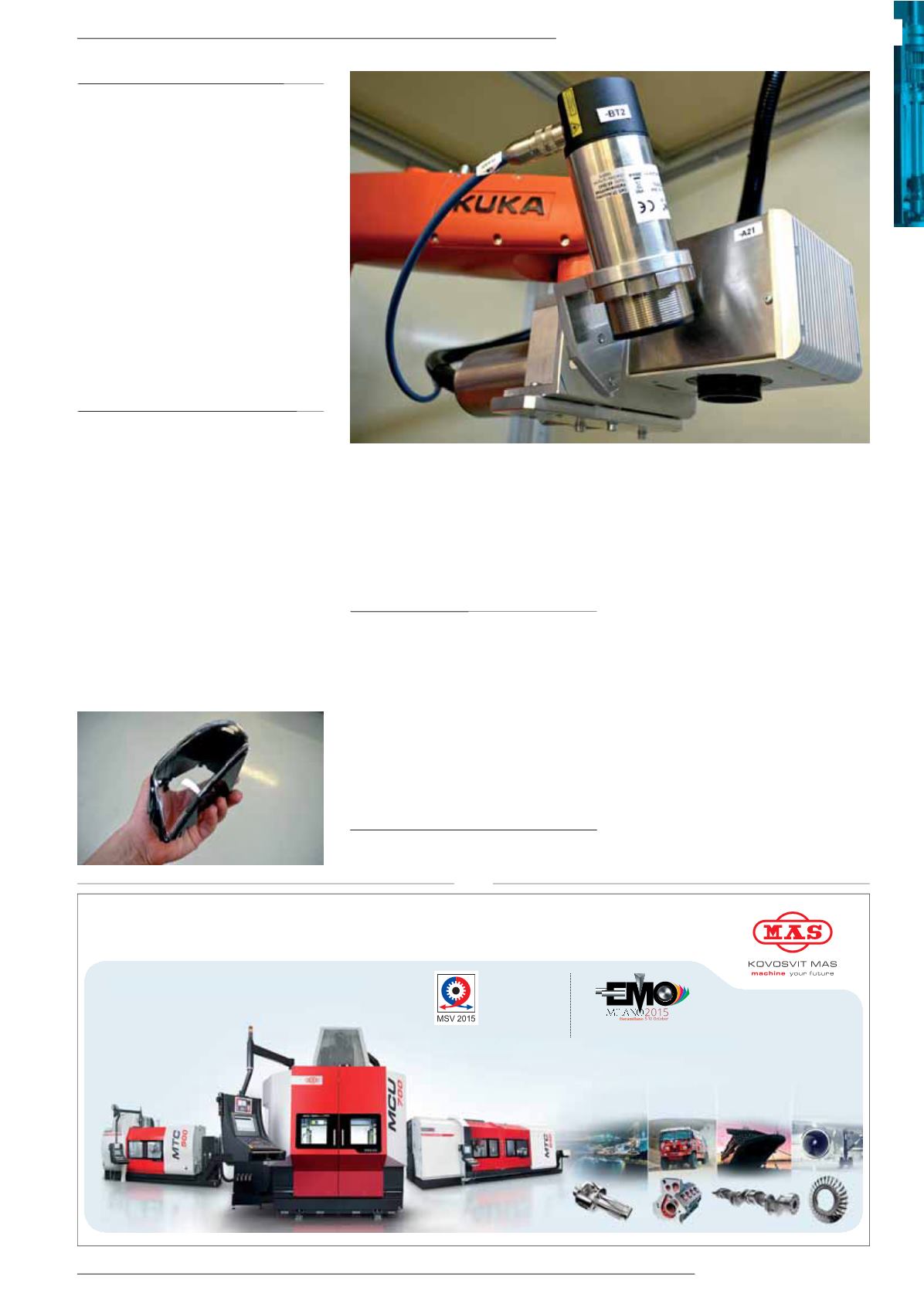
Základní princip laserového svařování po-
lymerů je znázorněn na obrázku. Překry-
tý spoj dvou plastů je základní konfigura-
ce pro svařování polymerních materiálů.
„Horní“ část plastu je transmisní pro vlno-
vou délku laseru (laser prochází přes ma-
teriál) na „spodní“ polymer, který naopak
velmi dobře absorbuje laserový paprsek,
a tedy mění jeho energii na tepelnou (za-
hřívá se). Schopnost absorbovat laserové
světlo je důsledkem chemických barviv
nebo pigmentů také nazývaných „absor-
bers“, které se přidávají k polymeru před
lisováním. Nejpoužívanější absorbér jsou
saze, ale používá se mnoho dalších barviv
nebo pigmentů.
Infračervený kapalný absorbér
d
Zajímavý je jiný typ svařování, kdy se při-
dává infračervený kapalný absorbér jako
aditivum mezi povrchy jen před svařová-
ním. Tato absorbční kapalina se prodává
pod obchodním označením „Clear Weld“
a během svařování absorbuje energii lase-
rového paprsku na rozhraní mezi povrchy
materiálů. Začíná tak roztavení povrchu
a jejich svaření dohromady jen v úzké ob-
lasti kolem spoje. Jedním z velkých problé-
mů souvisejících s laserovým svařováním
termoplastických polymerů je řízení ab-
sorpce energie paprsku v ploše materiálu
na společném rozhraní. Většina polyme-
rů je obvykle průhledná nebo průsvitná
ve viditelné a blízké infračervené oblasti,
takže pouze s pigmenty nebo chemickými
přísadami je dosaženo vhodné absorpce
k vlnové délce laseru. Při svařování lase-
rem je absorbér přidán pouze do „spod-
ní“ absorbující části, zatímco „horní“ část
musí být transparentní k vlnové délce.
Výhody laserového
svařování plastů
d
V důsledku uvedených vlastností prin-
cipu svařování leží svar „uvnitř“ dvou
materiálů, podobným způsobem, jak je
známo z odporového svařování kovů.
Mezi hlavní přednosti laserového sva-
řování polymerů patří neviditelný spoj
prováděný vysokou rychlostí s velmi níz-
kým tepelným příkonem a minimálním
ovlivněním okolí svaru.
Jak dosáhnout
kvalitního svaru?
d
Optimální kvalita svaru, co se týká pev-
nosti, se obvykle dosahuje při určitém
vedení energie (tj. energie dodaná na
jednotku délky), což znamená, že je urči-
tý poměr mezi výkonem a rychlostí sva-
řování. Příliš nízké vedení energie může
mít za následek mírné adhezní přilnutí,
zatímco příliš vysoká energie laseru
může mít za následek rozklad materiálu
(shoří, zuhelnatí). Ke sledování teploty
svařování slouží řada metod. Nejběž-
něji se používají pyrometry, které nabí-
zejí možnost sledovat proces svařování
on-line. Měření teploty je bezkontaktní
a může být propojené s on-line řízením
výkonu laseru. Pro správnou kvalitu sva-
ru je nutné mít dostatečný přítlak svařo-
vaných ploch. Svařitelné materiály běžné
na trhu se skládají z různých kombinací
obou amorfních polymerů (jako je ABS,
PC, PU, PMMA, PVC) a semikrystalic-
kých polymerů (jako jsou PP, PE a POM),
např. následující kombinace: ABS – PC
/ PU – PC / PP – PE / PMMA – PVC /
PC – POM / PMMA – POM.
p
pohony
I
automatizace
I
pøevody
I
tribologie
87
Váš partner v oblasti
obráběcích strojů, technologií a řešení na klíč
Budoucnost má své jméno
—
KOVOSVIT MAS
|
Hal
a P
/
Stá
nek
131
Hala 0
3 / Stánek F
25
MSV B
r
n
o EMO Milano
14. – 18. 9. 2015
5. – 10. 10. 2015
inzerce


