T+T
T e c h n i k a a t r h
9 / 2 0 1 4
vnější turbíny při tryskání menších obrob-
ků vypnuty. Všechny turbíny jsou kromě
toho vybaveny pístovými šoupátky. Přívod
tryskacího prostředku tak lze specificky
přizpůsobit každé válcové klikové skříni
a požadavku na způsob tryskání dílu: Když
se například u obrobku o hmotnosti pět
tun vytlouká jádro ze čtyř tun písku, zahá-
jí proces tryskání dvě turbíny a ostatní se
postupně automaticky připojují podle
tryskacího programu. Tím je zajištěno, že
je písek odnášen „ve vrstvách”. Integrova-
ný magnetický oddělovač tak může upra-
vovat vznikající směs písku a tryskacího
prostředku na požadovanou kvalitu, tj.
zbytkový obsah písku pod 0,20 procenta,
aniž by musel být pro jiné případy tryská-
ní předimenzován.
Zvláštností zařízení RMBS 1-842 je též
zvenku ovládané zařízení pro volné tryskání,
vestavěné do tryskací komory. Pro tryská-
ní se v komoře otevřou dvě klapky, jimiž
lze zavést dvě lancety pro volné tryskání.
Současně se otevřou dvě okna, která
umožní operátorovi pohled na osvětlený
motorový blok a polohově přesné tryská-
ní. Z ovládacího panelu může operátor
uvádět motorový blok do požadovaných
poloh.
Otáčení a kývavý pohyb během
procesu tryskání
d
Jádrem zařízení jsou speciálně vyvinuté
manipulační kleště se dvěma drapáky.
Kleště umožňují obrábět jednu větší nebo
dvě menší klikové skříně.
Pro proces tryskání uloží halový jeřáb mo-
torový blok na válečkový dopravník, který
jej přemístí k zařízení a tam automaticky
předá na nakládací vozík. Vozík vystředí
blok a přemístí jej do tryskací komory, kde
je blok uchopen kleštěmi a pevně upnut.
Jakmile je uzavřena tryskací komora, zač-
nou manipulační kleště kontrolovaným
způsobem otáčet motorovým blokem
pod proudem omílacího prostředku z tur-
bín. Kromě otáčení může obrobek vykoná-
vat též kývavý pohyb, který přispívá u men-
ších motorových bloků k optimálnímu
výsledku tryskání. Po uplynutí definované
doby tryskání se automaticky přeruší pří-
vod tryskacího prostředku. Obrobek se
však nadále ještě asi 10 sekund otáčí, aby
se odstranil zbytek tryskacího prostředku.
Nakonec vyzdvihne nakládací vozík obro-
bek z tryskací komory a uloží jej na váleč-
kový dopravník, který jej přemístí k další
obráběcí stanici. Doba taktu činí podle
zvoleného programu 12 až 20 minut.
„Jsme nejen velmi spokojeni s výsledky
tryskání, nýbrž s celou implementací pro-
jektu. Spolupráce byla a je velmi dobrá,”
poznamenává závěrem Frank Koch.
p
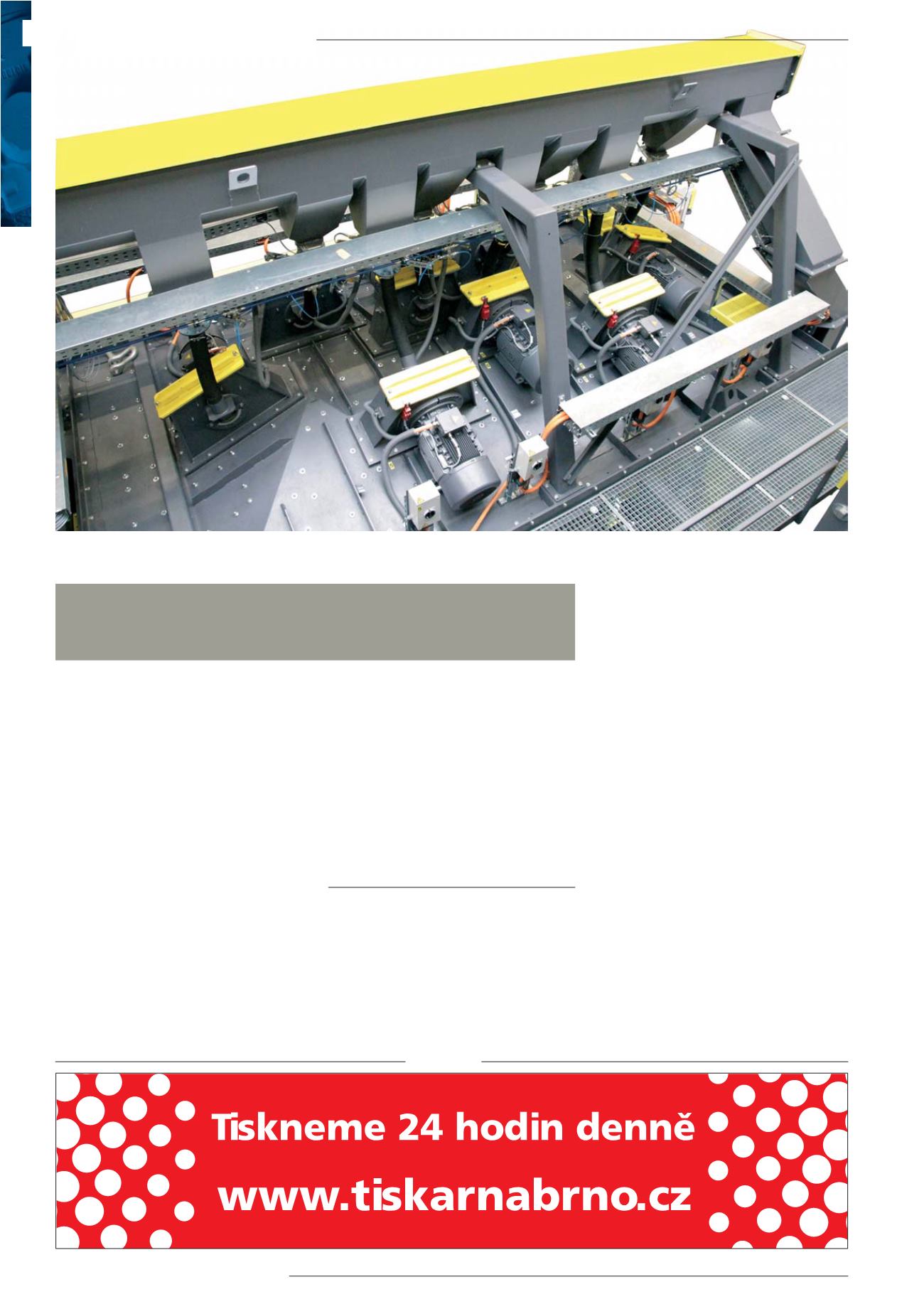
Ve stropě tryskací komory se nachází osm vysokovýkonných turbín.
Jejich simulací stanovená poloha zaručuje, že budou optimálně tryskány všechny části obrobku včetně čelních ploch.
obrábění
l
tváření
l
dělení materiálu
36
29.9.–3.10. 2014 nás navštivte na výstavě ProFintech
MSV Brno, pavilon E, číslo stánku 017
inzerce


