Basic HTML Version




w w w . t e c h n i k a a t r h . c z
obrábìní a strojírenství
I
svaøování
I
náøadí
I
stroje
55
řezným odporem se nežádoucí vlastnost
odtlačování se obrobku od nástroje ještě
zvyšuje. Tenkostěnné profily mají při ob-
rábění snahu se bortit a vibrovat. To není
dobré ani pro nástroj a s rozměrovou přes-
ností jsou také problémy. Klíčem řešení
situace je absolutně tuhý stroj, co možná
nejpevnější upnutí obrobku a hlavně opti-
málně pozitivní geometrie řezného nástro-
je. Když tedy vše podtrhneme a sečteme,
je jisté, že máme problém s produktivitou
a vysokými náklady na nástroje.
Trochoidní frézování – způsob jak dosáh-
nout efektivního obrábění titanu. Frézo-
vání mělkých či hlubších kapes v tomto
materiálu je vždy problém. Při delší době
nástroje v záběru se generuje vysoká tep-
lota. Řezné tlaky pulzují tak jak břit vni-
ká a opouští řeznou zónu, to může vést
k rezonanci a vibracím. V úzké drážce je
vysoká pravděpodobnost přeobrobení již
oddělené třísky. Právě velký úhel opásání
nástroje a poměr hloubky záběru s prů-
měrem nástroje také vede k problémům
s přehříváním nástroje a špatnému odvo-
du třísek. Důsledkem je pak nutnost sníže-
ní řezných parametrů a tím prudce klesá
produktivita. Jedna ze strategií jak docí-
lit uspokojivé efektivity obrábění titanu
je trochoidní frézování. Použitím tohoto
způsobu frézování drážek monolitní karbi-
dovou frézou či čelní válcovou frézou s vý-
měnnými břitovými destičkami lze většinu
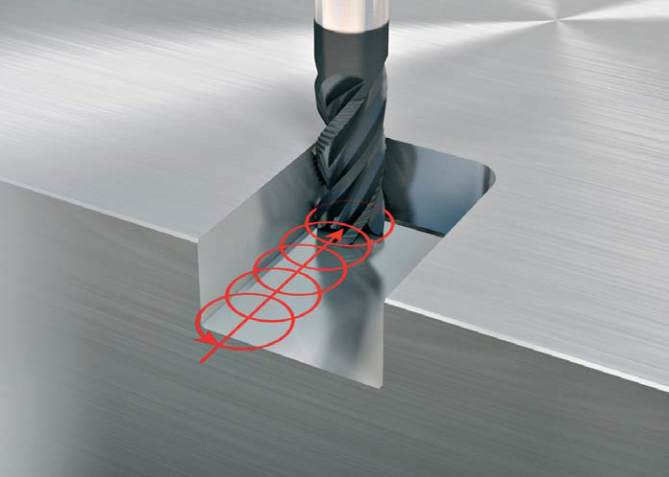
negativních vlivů eliminovat. Trochoidní
nebo také spirálovité frézování spočívá
v tom, že je dráha nástroje programována
v kruhových drahách s přísuvem vpřed do
záběru s každým cyklem. Průměr nástroje
je menší než nominální ší řka drážky. Pou-
ze malá část nástroje je vždy v záběru. Tím
vzniká dostatek místa pro odchod třísek
ze záběru a tepelné namáhání nástroje se
také snižuje. Pokud možno se doporučuje
používat sousledné frézování.
Pro tento způsob ISCAR doporučuje po-
užít stopkové frézy CHATTERFREE nebo
nástroje řady HELIDO, HELIMILL s vý-
měnnými destičkami. Monolitní karbidové
frézy CHATTERFREE s variabilní zubovou
roztečí jsou s ohledem na svoji konstruk-
ci výhodným nástrojem pro zhotovování
drážek a kapes nejen trochoidním způso-
bem frézování. Nástroje vynikají vysokým
stupněm odolnosti vůči vibracím a dlou-
hou životností. Čtyř a pětibřitými frézami
lze na strojích s ISO40/BT40 drážkovat
bez problému do hloubky 2×D do plna.
Jakost karbidu IC900 s povlakem PVD
TiAlN zaručuje dokonalou kombinaci
mechanických vlastností pro tento způ-
sob frézování. Alternativní způsob této
aplikace lze provádět čelními válcovými
frézami s vyměnitelnými destičkami. Zde
navíc oceníme výhodu nižšího přenosu
tepla do nástroje díky řezné hraně rozdě-
lené do segmentů z jednotlivých destiček.
Navzdory svému potenciálu je trochoidní
frézování výzva nejen pro programátory,
ale i pro CNC systém stroje. V každém pří-
padě musí být stroj v dobré kondici a ná-
stroj musí také být výkonný. Oboje určuje,
jak produktivní bude aplikace.
Další provozní benefit
d
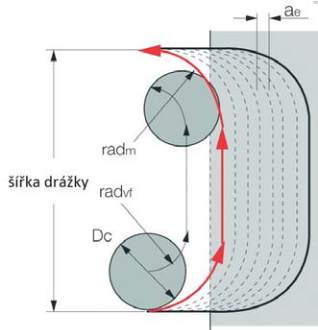
Při trochoidním frézování se používá
vždy menší nástroj než je předepsaná
ší řka drážky. Takže jedním nástrojem lze
vyrábět různé ší řky drážek. Vzhledem
k menším radiálním silám při tomto způ-
sobu obrábění lze použít frézy s větším
počtem zubů a tak si také dovolit vyšší
minutový posuv.
Programování
d
Donedávna měly některé konvenční pro-
gramovací softwary problém s trochoid-
ním frézováním. V takových případech
programátor musel manuálně programovat
kompletní cestu nástroje. Program se nedá
vizuálně zkontrolovat jinak než při běhu na
stroji. Proto byl donedávna tento způsob
málo používán. Vývojáři CAM softwaru
nedávno přidali trochoidní frézování jako
jednu ze sekcí CNC programování za úče-
lem zkrácení a zjednodušení tohoto pro-
cesu. Tím je možné celý program i graficky
předem simulovat a odsledovat. Jak může
trochoidní frézování zvýšit produktivitu
a snížit náklady vyplývá z následujícího pří-
kladu použití nástroje CHATTERFREE v pra-
xi: Běžná praxe potvrzuje že při obrábění
drážky do plna činí posuv 20% běžného
posuvu při bočním frézování. Trochoidní
frézování drážky umožní použít posuv až
80% běžného bočního frézování.
p
www.iscar.cz
Standardní frézování:
Trochoidní frézování:
Hrubý materiál: Titan Ti-6Al-4V (Grade 5), žíhaný
Hrubý materiál: Titan Ti-6Al-4V (Grade 5), žíhaný
Stopková monolitní fréza ISCAR:
EFS-B44 16-34W16-92
Stopková monolitní fréza ISCAR:
ECH160B32-6C16
Jakost karbidu IC900
Jakost karbidu IC900
Průměr nástroje 16 mm
Průměr nástroje 16 mm
Vc = 45 m/min
Vc = 115 m/min
Fz = 0,04 mm/t
Fz = 0,12 mm/t
Ap = 12 mm
Ap = 22 mm
Ae = 12 mm
Ae = 1–1,5 mm
Adaptér: BT40
Adaptér: BT40
Chlazení emulzí
Chlazení emulzí
Čas výroby: 55 minut
Čas výroby: 33 minut
Životnost nástroje: 4 kusy
Životnost nástroje: 4 kusy